全国咨询服务电话

客户至上
联系人:李经理
手机:15106358106
联系人:王经理
手机:15553681371
地址:山东聊城经济开发区蒋官屯工业园区
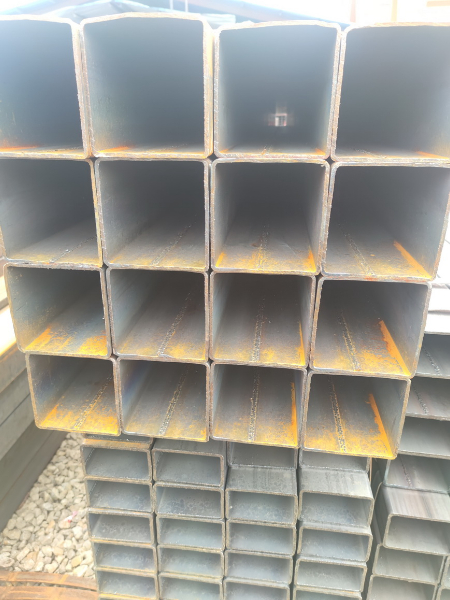
45#无缝方管厂50*50*3.5mm现货资源,8月15日天津源泰德润 方矩管、镀锌 方矩管出厂挂牌价下调20:50*50*3.5mm 方矩管报4040、镀锌 方矩管报4590,过磅含税。昨日共32家钢厂调价,其中:
下调12家,占比37.5%,调价幅度10-100元/吨;
持平20家,占比62.5%。
PART 03 期货·钢坯动态
8月14日,盘面震荡偏弱,螺纹跌破3650关口。螺纹收3641元跌31,热卷收3889元跌31,焦炭收2192元跌23.5,铁矿收725元跌3。
8月14日,唐山迁安部分普方坯资源降40至3480含税出厂。
8月14日,持稳偏弱
45#无缝方管价格继续回落,市场仍在等待利好出现,以提振钢价走出阴霾。海外方面暂无明显影响因素,由于国内7月宏观经济数据较差,台风天后现实需求仍旧弱势,钢价承压延续回落。上周钢材总库存增加31.39万吨至1675.61万吨,市场悲观情绪较浓。盘面端,14日期螺跌破3650,继续进入向下区间,整体弱势未改。预计今日45#无缝方管价格持稳偏弱。
Copyright © 山东鹏鑫钢铁有限公司
技术支持: 互联纵横